
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

在注塑加工中,完整的这门技术是不可或缺的工程技术可以说。它所涉及的内容是将塑料转变为保有原有性能的优质塑胶模具设计制品。注射成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。 这里大致可以分为三方面内容:一、温度控制,二压力控制,三成型周期。温度控制总共有3点说明料筒,喷嘴,模具温度如下: 料筒温度。根据的条件不同,选择的料筒温度也不尽相同。注射模宁波塑胶模具设计塑过程需要控制的温度有料筒温度主要影响塑料的塑化和流动。每一种塑料都具有不同的流动温度,同一种塑料,由于来源或牌号不同,其流动温度及分解温度是有差别的,这是由于平均分子量和分子量分布不同所致,塑料在不同类型的注射机内的塑化过程也是不同的,因而选择料筒温度也不相同。 喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。 塑化压力:采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力在塑造成型中发挥了很重要的作用的。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。 注射压力:在当前生产中,可以预见的是几乎所有的注射机的注射压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。注射压力在注塑件成型中所发挥的作用是,克服塑料从料筒流向型腔的流动阻力,给熔料充模的速率以及对熔料进行压实。这个就是注射压力。
塑胶模具按用途分为:通用塑料、工程塑料和特种塑料。通用塑料,指产值大,用途广。价格低廉的一类塑料。如:聚乙烯,聚丙烯,聚氯乙烯,聚苯乙烯,醛酚塑料,氨基塑料占塑料产值的60%;工程塑料,指机械性能高,可代替金属而作工程资料的一类,如:尼龙,聚磷酸脂,聚甲醛,ABS;特种塑料,如:环氧树脂。 塑胶模具塑料物态:有玻璃态、高弹态和粘流态。玻璃态:一般的塑料情况 TG 高于室温。高弹态:温度处于 TG ,高聚物变得像橡胶那样柔软,有弹性。粘流态:粘流化温度以上,高聚物相继呈现,塑料活动性与粘性液体活动区域,塑料成型优质塑胶模具设计加工就在资料的粘流态进行。流变性:高聚物在外力作塑胶模具设计加工用下发生活动性与变形的性质叫流变性。 塑胶模具有牛顿型流体与非牛顿型流体。牛顿流体 :主要取决于流变形的剪切应力,剪切速率和肯定粘度。低分子化合物的液体或溶液流体属于牛顿流体。大多数高聚物熔体在成型进程中表现为非牛顿流体。
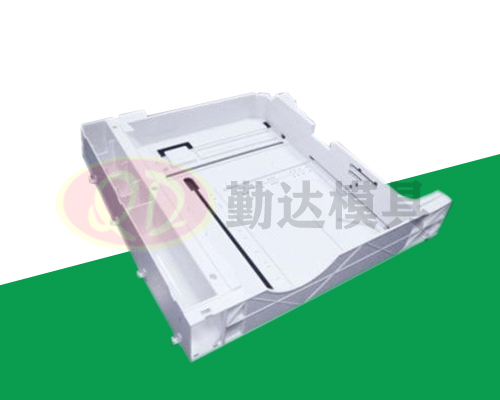
信任许多人在生活傍边都可以看到各种各样的玩具,而这些玩具一般都是有一些塑料等相关的原料制作成的,可是有一些人却并不理解,优质塑胶模具设计到底是经过什么样的方法可以将这些原料制作成不同类型和形状的产品呢,其实方法十分简略,只需求将所需求运用的资料放入到注塑模具傍边,终究就可以成型,可是许多宁波塑胶模具设计人却并不知道注塑模具是什么?那么这篇文章就你介绍一下相关的常识,看看在规划这种模具的时分应该注意哪些方面?

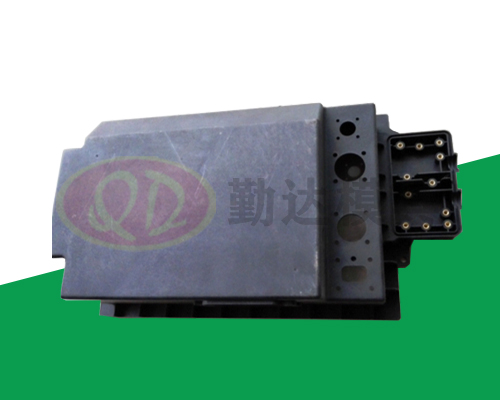
注塑模具设计没有经过充沛的集体审查。注塑模具结构不宁波塑胶模具设计合理。实验后,注塑模具有必要屡次改善,注塑模具的本钱超出预算。 1.假如你屡次改善它,你就可以得到它。非常走运。有许多事例令人不满意。即便要丢弃注塑模具并从头加工,也不能操控本钱。宁波模具厂家在某些情况下,注塑模优质塑胶模具设计具的设计非常好,但注塑模具的加工不到位,这使得试模的数量无任何原因添加,直接添加了注塑模具的本钱。对此问题没有异议,因而许多注塑模具制造商添加了对丈量设备的投资。 2.在实验期间未挑选模塑进程和注塑机的模型。很明显注塑模具非常好,但注塑产品并不理想。没有理由添加测验次数,这直接添加了注塑模具的本钱。这是一些小型注塑模具工厂的常见问题。 3,塑料的物理性质尚不彻底清楚,乃至收缩率也不准确,这种情况时有发生。因而,在设计注塑模具之前,有必要了解塑料的物理性质,以便有效地减少测验次数。



