
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

在注塑加工中,完整的这门技术是不可或缺的工程技术可以说。它所涉及的内容是将塑料转变为保有原有性能的制品。注射成型的重要工艺塑胶模具设计加工条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。 这里大致可以分为三方面内容:一、温度控制,二压力控制,三成型周期。温度控制总共有3点说明料筒,喷嘴,模具温度如下: 料筒温度。根据的条件不同,选择的料筒温度也不尽相同。注射模塑过程需要控制的温度有料筒温度主要影响塑料的塑化和流动。每一种塑料都具有不同的流动温度,同一种塑料,由于来源或牌号不同,其流动温度及分解温度是有差别的,这是由于平均分子量和分子量分布不同所致,塑料在不同类型的注射机内的塑化过程也是不同的,因而选择料筒温度也不相同。 喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了深圳塑胶模具设计防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。
汽车模具厂家按模具产品的加工方法分类 根据加工方法的不同,模具可分为五大类:冲压和剪切模具、弯曲模具、拉伸模具、成型模具和压缩模具。 冲孔和剪切模深圳塑胶模具设计:工作是通过剪切作用完成的,常用的形式有切割模、落料模、冲孔模、切边模、整边模、拉孔模和冲孔模。 弯曲模具:平坯被弯曲成角形。根据零件的形状、精度和产量,有许多不同类型的模具,如普通弯曲模具、凸轮弯曲模具、卷边模具、弧形弯曲模具、弯曲冲压模具和扭转模具。 拉伸模:拉伸模是将平坯制成有底部的无缝容器。 成形模具:采用各种局部变形方法来改变毛坯形状,包括胀形模具、滚边成形模具、缩加工塑胶模具设计口成形模具、孔法兰成形模具和圆边成形模具。 压模:它利用强大的压力使金属坯料流动并变形为所需的形状,其类型包括挤压模、压花模、冲压模和端压模。

钢料在切削过程中,刀具对钢料进行做工会发生很大的热能,脱落深圳塑胶模具设计的铁屑温度很高,铣床操作工要穿长袖工衣,做好防护办法,防止被铁屑烫坏,如果不小心被烫坏请及时抹涂烫坏膏,避免创伤感染,严重者立即就医。 塑胶模具加工过程中的留意事项 塑胶模具加工时模具的清洗顶针 模具的清洗顶针的使用期限是一年,如果超越一年周期,顶针会由于气体堆积和模具杂质变得表面有污垢,主张及时进行整理,整理结束,咱们为了顶针之间没有冲突,主张表面涂上一层润滑油起到隔绝的效果,塑胶模具加工时模具成型周期 这个周期包括了注塑时刻跟冷却产品时刻组成,怎么把控这两个模块的出产时刻尤为重要,直接关系着产品的质量。 塑胶模具加工时的打针塑料的速度由于塑胶模具简单来讲优质塑胶模具设计便是往模具里面打针胶料,那打针胶料的速度就显得格外的重要了,打针速度的快 还是慢直接影响着产品成型之后的形状。
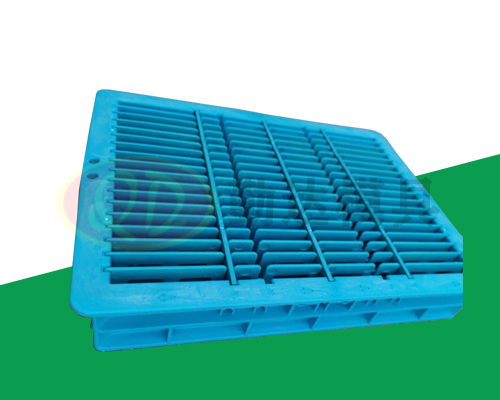
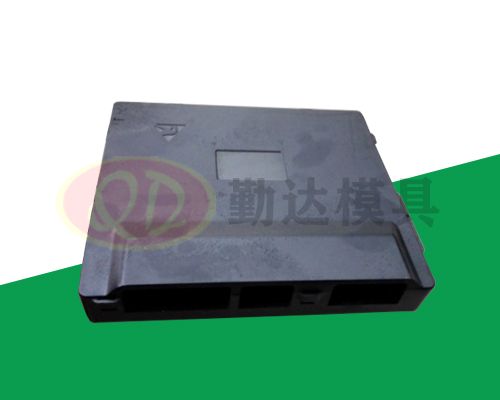
塑料模具优异的切削加工性:大多数塑料成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运用寿数,前进切削功能,减少表面粗糙度,塑料模具用钢的硬度必深圳塑胶模具设计须适当。杰出的抛光功能: 高品质的塑料制品,要求型腔表面的粗糙度值小。 塑料模具外壳内部规划有4个固定柱和3条加强筋,是塑料产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 塑料模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.优质塑胶模具设计25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。

如果你多次改进它,你就可以得到它。非常幸运。有许多案例令人不满意。即使要丢弃注塑模具并重新加工,也不能控制成本。宁波模具厂家在某些情况下,注塑模具的设计非常好,但注塑模具的加工不到位,这使得优质塑胶模具设计试模的数量无任何原因增加,直接增加了注塑模具的成本。对此问题没有异议,因此许多注塑模具制造商增加了对测量设备的投资。精密模具使改变了国外许多买家对我国制作的模具 "低质量"的观念,并且在很多同类型企业开展壮大的一起,实现了质的飞跃,达到了与欧洲塑料模具工业质量适当乃至更好的水平。 精密模具作为一家品质优越的我国模具企业,具有40多人的强大办理以塑胶模具设计加工及质检团队。从模具的三维制图到模具的次试模,咱们都有十分严格的分析和质量操控。



