
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

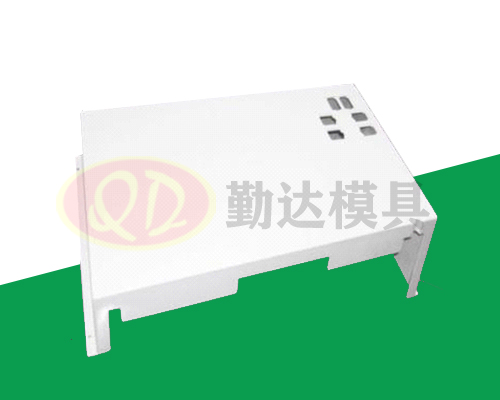
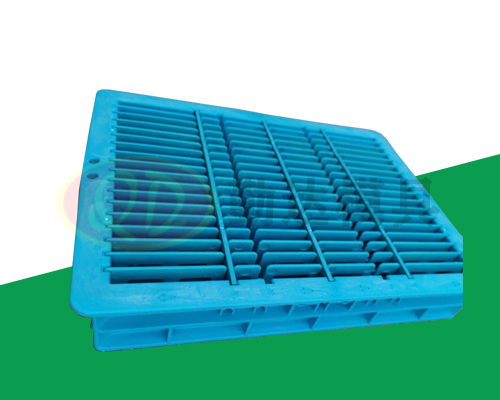
模具优异的切削加工性:大多数成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运优质塑胶模具公司用寿数,前进切削功能,减少表面粗糙度,模具用钢的硬度必须适当。杰出的抛光功能: 高品质的制品,要求型腔表面的粗糙度值小。 模具外壳内部规划有4个固定柱和3条加强筋,是产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学塑胶模具公司厂家面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。
出产过程中工艺的调理是进步制品质量和产量的必要途径。由于注塑件优质塑胶模具公司周期自身很短,假设工艺条件掌握欠好,废品就会源源不绝。 在调整工艺时一次只改动一个条件,多观察几回,假设压力、温度、时刻统统一同调的话,很易形成紊乱和误解,出了问题也不知道是何道理。调整工艺的办法、方法是多方面的。例如:处理制品注不满的问题就有十多个或许的处理途径,要挑选出处理问题症结的杭州塑胶模具公司一、二个首要计划,才华真实处理问题。此外,还应留意处理计划中的辨证联系。比方:制品呈现了凹陷,有时要进步料温,有时要降低料温;有时要添加料量,有时要削减料量。要招认逆向办法的处理问题的可行性。

注塑模具设计没有经过充分的集体审查。注塑模具结构不合理。试验后,注塑模具必须多次改进,注塑模具的成本超出预算。 1、如果你多优质塑胶模具公司次改进它,你就可以得到它。非常幸运。有许多案例令人不满意。即使要丢弃注塑模具并重新加工,也不能控制成本。宁波模具厂家在某些情况下,注塑模具的设计非常好,但注塑模具的加工不到位,这使得试模的数量无任何原因增加,直接增加了注塑模具的成本。对此问题没有异议,因此许多注塑模具制造商增加了对测量设备的投资。 2、在试验期间未选择模塑过程和注塑机的模型。很明显注塑模具非常好,但注塑产品并不理想。没有理由增加测试次数,这直接增加了注塑模具的成本。这是一些小型注塑模具工厂的常见问题。 3、塑料的物杭州塑胶模具公司理性质尚不完全清楚,甚至收缩率也不准确,这种情况时有发生。因此,在设计注塑模具之前,有必要了解塑料的物理性质,以便有效地减少测试次数。

模具钢材中夹杂物的含量增加:模具钢中的夹杂物是引起模具内部发优质塑胶模具公司生裂纹的来源,特别是脆性氧化物和硅酸盐等夹杂物,在热加工中会时不时的发生塑性变形,由此会引起脆性的碎裂构成微裂纹,当我们在进一步的热处理和运用中,该裂纹会进一步的引起模具的开裂。 碳化物分布不均匀引起的失效:我们用的注塑模具钢材中,有很多的共晶碳化物,当我们进行模具钢材铸造时,铸造比小或许是浇注温度控制不适当,在钢材中简单呈带状或许是网状碳化物的偏移,这样会使模具零件在淬火时出现沿着带状或许是网状碳化物严重的部位出现裂纹,当我们在运用的过程中内部裂纹会进一步的扩展然后引起失效,或许是出现断裂的现象。 模具钢材的铸造质量欠好引起的失效:钢材铸造质量的好坏会直接影响着模具的运用寿数,假如铸造的加热原则与变形工艺不当,这样会直接引起钢材发生过热,出现外表裂纹,内裂,角裂等缺陷的现象。这些都会下降模具的运用寿数,或许出现直接报废的现象,关塑胶模具公司厂家于高碳高铬的莱氏体钢,导热性相对较差,假如在铸造加热时加热速度过快,或许是保温时刻缺乏,造成铸造时钢坯内外温差大,这样也会发生内部裂纹。
常有客户要求SBR橡胶制品外表有光泽,模具为金属模具,模温优质塑胶模具公司150摄氏度。针对亚光与亮光之间的处理方式,咱们提出了以下两种解决方案: 模具处理以水性樱井脱模剂处理,每班(8个小时)处理一次,每次处理喷4层,然后在150摄氏度固化10分钟。在放入胶片塑胶模具公司厂家曾经,喷水性樱井脱模剂的稀释液(1:80的分量比)喷1层。然后放上胶片出产,每次脱模时,都需求喷脱模剂的稀释液。这样做,产品外表显着比曾经的亮。客户可以接受 模具处理每次放入胶片前,喷(樱井)牌的水性脱模剂的稀释液(1:80的分量比),1层,然后放入胶片出产。产品显着提高了亮度。



