
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
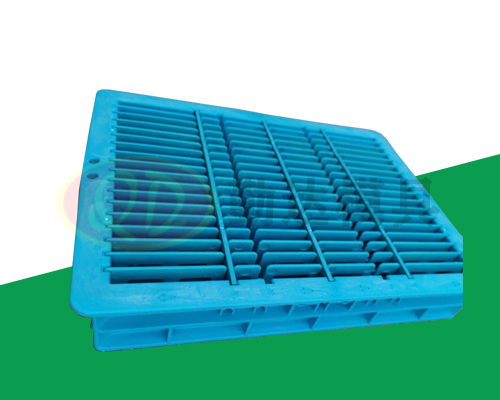
这种模具结构简专业塑胶模具制造略,作业牢靠,特别是大型箱类、壳类产品经常采用。双分型面电子产品打针模具是指铸造体系和产品从不同的分型面(也称为三板打针模具)中去除,与单个分型面模具相比,增加了可移动的中心板(也称为浇口板)。 模具由流道或型腔地点的中心板和带有部件(如顶出元件、型芯)的移动模板组成的固河南塑胶模具制造定流道板组成。模具开始时,中板将从固定和移动模板中分离出来,产品和进料体系冷材料将分别从中板两侧去除。因此,该打针模具具有两个平行分型面。假如产品有侧孔或侧凹,则主动作业的模具中有侧型芯拉动组织,如歪斜攻略或歪斜滑块。模具启动时,利用开放力将侧型芯侧移,使其与产品分离。其他,可以在模具上设备气缸或气缸,通过横向抽芯驱动侧型芯
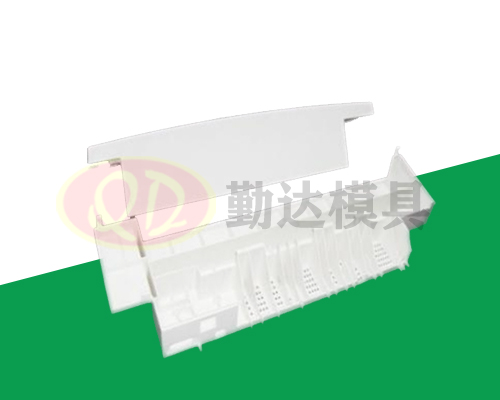
塑料模具优异的切削加工性:大多数塑料成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运用寿数,前进切削功能,减少表面粗糙度,塑料模具用钢的硬度必河南塑胶模具制造须适当。杰出的抛光功能: 高品质的塑料制品,要求型腔表面的粗糙度值小。 塑料模具外壳内部规划有4个固定柱和3条加强筋,是塑料产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 塑料模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.专业塑胶模具制造25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。
注塑模具运用范畴:注塑模具是出产各种工业产品的重要工艺装备,专业塑胶模具制造跟着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船只和轿车等工业部门的推行运用,产品对模具的要求也越来越高,传统的模具设计办法已无法习惯当今的要求。与传统的模具设计比较,计算机辅佐工程(CAE)技术河南塑胶模具制造无论是在前进出产率、保证产品质量方面,仍是在下降成本、减轻劳动强度方面,都具有极大的优越性。优化模具体系结构设计和型件的CAD/CAE/CAM,并使之趋于智能化,前进型件成形加工工艺和模具标准化水平,前进模具制造精度与质量,下降型件表面研磨、抛光作业量和制造周期;研究、运用针对各品种模具型件所选用的高性能、易切削的专用材料,以前进模具运用性能;为习惯市场多样化和新产品试制,运用快速原型制造技术和快速制模技术,以快速制造成型冲模、塑料打针模或压铸模等,应当是未来5~20年的模具出产技术的发展趋势。

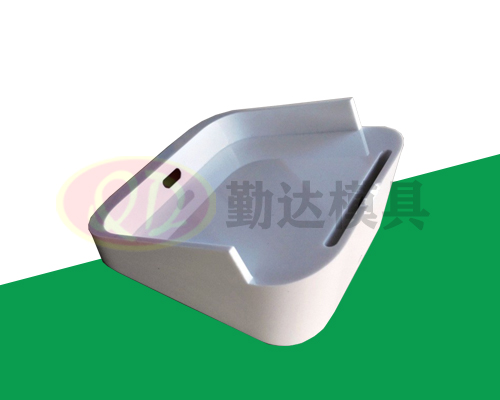
模具精度:即避卡、精精准定位、定位销、卡簧等。手机定位系统相关专业塑胶模具制造到产品外型质量,模具质量与使用寿命,根据模具规划不一样,选择不一样的精准定位方法,精度等级操作关键借助出产加工,芯模精准定位主要是规划师满足去考虑到,规划出更为有用易调理的精准定位方法。 浇注系统:即由塑料机喷头至凹模中心的入料安全通道,包括流行道、分离道、进胶口和冷料穴。尤其是进胶口部位的选中应有益于熔化塑料在流动性情况下填满凹模,附在产品上的固体过流道和进胶口冷料在出模时便于从模具内顶出并给予消除。 塑料收缩率及其危害产品尺度精度的各类要素,如模具制造和装置误差、模具损坏等。除此之外,规划压模具和注塑模具时,还应考虑到成形机的加工工艺和结构主要参数的配对。在塑料模具规划中已广泛运用辅助规划规划技术性。其他,塑胶模具在规划的进程中,也要考虑到到模具标准件,那样才能够让全套模具到达的效果,从而促使塑胶模具在注塑模具加工阶段能顺河南塑胶模具制造利展开。

精密模具在曩昔的11年间,模具跻身为我国大的模具企业。我国模具业开展的前专业塑胶模具制造10到15年期间,那些重视模具质量以及质量办理的企业都实现了快速的开展。模具就是这些企业的其中之一,11个寒暑对高质量模具及高水平公司办理的不懈寻求。 精密模具使改变了国外许多买家对我国制作的模具 "低质量"的观河南塑胶模具制造念,并且在很多同类型企业开展壮大的一起,实现了质的飞跃,达到了与欧洲塑料模具工业质量适当乃至更好的水平。 精密模具作为一家品质优越的我国模具企业,具有40多人的强大办理以及质检团队。从模具的三维制图到模具的次试模,咱们都有十分严格的分析和质量操控。



