
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
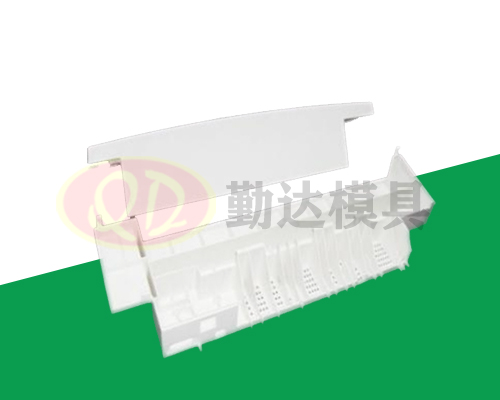
注塑模具由动模和定模两部分组成,动模安装在打针成型定制塑胶模具厂机的移动模板上,定模安装在打针成型机的固定模板上。在打针成型时动模与定模闭合构成浇注体系和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模具设计和制作工作量,注塑模大多采用了标准模架。 购买塑胶模具,假定可以挑选不错的企业,可以削减许多选购的时间,并且终究挑选的产品也会十分不错。商场中可以挑选的企业不少,不过不少客户直接挑选恒兴昌。一个十分优异的出产塑胶模具的企业,从开端的规塑胶模具厂加工划到终究的制品,可以结束一站式服务,可以给客户带来十分多的便当。
注塑模具设计没有经过充分的集体审查。注塑模具结构不合理。试验后,注塑模具必须多次改进,注塑模具的成本超出预算。 1、如果你多定制塑胶模具厂次改进它,你就可以得到它。非常幸运。有许多案例令人不满意。即使要丢弃注塑模具并重新加工,也不能控制成本。宁波模具厂家在某些情况下,注塑模具的设计非常好,但注塑模具的加工不到位,这使得试模的数量无任何原因增加,直接增加了注塑模具的成本。对此问题没有异议,因此许多注塑模具制造商增加了对测量设备的投资。 2、在试验期间未选择模塑过程和注塑机的模型。很明显注塑模具非常好,但注塑产品并不理想。没有理由增加测试次数,这直接增加了注塑模具的成本。这是一些小型注塑模具工厂的常见问题。 3、塑料的物佛山塑胶模具厂理性质尚不完全清楚,甚至收缩率也不准确,这种情况时有发生。因此,在设计注塑模具之前,有必要了解塑料的物理性质,以便有效地减少测试次数。

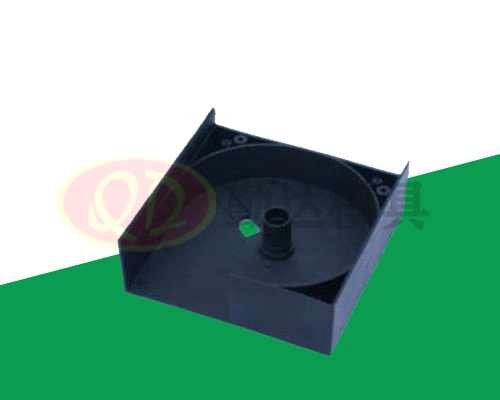
在模具注塑出产加工中,热注塑是较为遍及的成形方法之一。注塑全过程及其产品制成品很有可能会出現各式各样的难题定制塑胶模具厂。有一种难题对产品特性影响较小,但是非常影响外型,那就是色差。那麼一般哪些方面会影响形成色差呢?色母是形成色差的关键要素。塑胶产品的色质当即在于色母基本性的好坏。色母的耐热性、分散性、遮住工作能力的好坏不但是检测色母质量的指标值,并且同色差存有当即联络。选用较高质量的色母,不仅有利于降低色差,并且能够提升注塑商品综合性外型。 模具注塑出产过程中的温度、工作压力及其熔胶時间也会导致色差难题,此外像不一样批号拌料,不一样机器设备啤等加工工艺要素也会影响。降低料筒温度对色差是影响,出产制造中经常会碰到应某一电热圈破坏塑胶模具厂加工无效或许加温操纵一部分无法控制长烧导致料筒温度激烈改变从而形成色差。 模具注塑加工中产品色差的原因是什么?

型材是指各种截面的棒料、板料和其他截面的型材。这是模具零件中运用中最多的一类毛坯,经过下料后即送至加工车间进行外表加工。这类材料下料的主要方法有定制塑胶模具厂剪切、锯切、砂轮切开、火焰切开、折断等。锻件是将型材通过铸造的方法取得合理的几何形状和尺寸的坯料。铸造主要有轴向镦拔、横向镦拔和多向镦拔。铸造的目的是为了得到合理的几加工塑胶模具厂何形状和机械加工余量,节约原材料,削减机械加工量。改进金属安排情况,使疏松和气泡得到改进,致密度得以进步。改进坯猜中金属纤维方向,使其散布更趋合理,进步零件的承载能力和运用功能。改进材猜中碳化物散布不合理的状况,进步才知道热处理功能、机械加工功能和模具运用寿命。 塑料模中常用的铸件有铸钢件、铸铁件、铸铝件等。铸件的形状和尺寸应符合铸件图的要求,其化学成分和力学功能应符合规定要求。铸件的外表应进行清砂处理,并去除结疤、飞边和毛刺,残留高度不大于3mm.铸件内部,特别是靠近工作面处不能有气孔、砂眼、裂纹等缺点,非工作面不能有严峻的疏松和较大的缩孔。 对铸件应及时进行热处理,铸钢件要完全退火,铸铁件进行时效处理,以消除内应力和改进加工功能。随着模具专用化的开展,以商品形式呈现的模架、模板等零件日益增多,在运用这些模具标准件后,只需进行成型外表和相关部位的加工即可,大大缩短了模具制造周期,随着模具技能的开展,模具标准件将是模具零件毛坯的干流方向。



