
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

常有客户要求SBR橡胶制品外表有光泽,模具为金属模具,模温定制塑胶模具加工150摄氏度。针对亚光与亮光之间的处理方式,咱们提出了以下两种解决方案: 模具处理以水性樱井脱模剂处理,每班(8个小时)处理一次,每次处理喷4层,然后在150摄氏度固化10分钟。在放入胶片塑胶模具加工厂家曾经,喷水性樱井脱模剂的稀释液(1:80的分量比)喷1层。然后放上胶片出产,每次脱模时,都需求喷脱模剂的稀释液。这样做,产品外表显着比曾经的亮。客户可以接受 模具处理每次放入胶片前,喷(樱井)牌的水性脱模剂的稀释液(1:80的分量比),1层,然后放入胶片出产。产品显着提高了亮度。
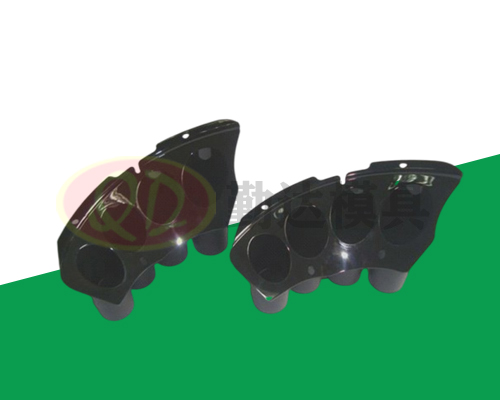
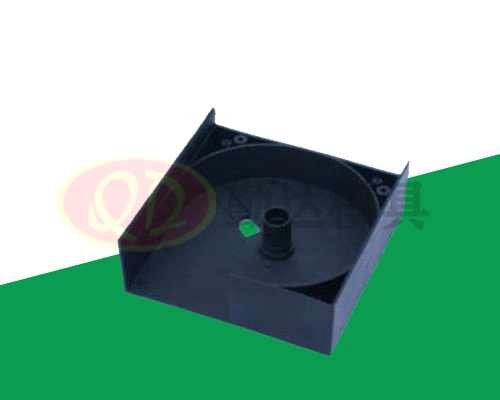
塑料模具优异的切削加工性:大多数塑料成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运用寿数,前进切削功能,减少表面粗糙度,塑料模具用钢的硬度必河南塑胶模具加工须适当。杰出的抛光功能: 高品质的塑料制品,要求型腔表面的粗糙度值小。 塑料模具外壳内部规划有4个固定柱和3条加强筋,是塑料产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 塑料模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.定制塑胶模具加工25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。
在模具注塑出产加工中,热注塑是较为遍及的成形方法之一。注塑全过程及其产品制成品很有可能会出現各式各样的难题定制塑胶模具加工。有一种难题对产品特性影响较小,但是非常影响外型,那就是色差。那麼一般哪些方面会影响形成色差呢?色母是形成色差的关键要素。塑胶产品的色质当即在于色母基本性的好坏。色母的耐热性、分散性、遮住工作能力的好坏不但是检测色母质量的指标值,并且同色差存有当即联络。选用较高质量的色母,不仅有利于降低色差,并且能够提升注塑商品综合性外型。 模具注塑出产过程中的温度、工作压力及其熔胶時间也会导致色差难题,此外像不一样批号拌料,不一样机器设备啤等加工工艺要素也会影响。降低料筒温度对色差是影响,出产制造中经常会碰到应某一电热圈破坏塑胶模具加工厂家无效或许加温操纵一部分无法控制长烧导致料筒温度激烈改变从而形成色差。 模具注塑加工中产品色差的原因是什么?
汽车模具厂家按模具产品的加工方法分类 根据加工方法的不同,模具可分为五大类:冲压和剪切模具、弯曲模具、拉伸模具、成型模具和压缩模具。 冲孔和剪切模河南塑胶模具加工:工作是通过剪切作用完成的,常用的形式有切割模、落料模、冲孔模、切边模、整边模、拉孔模和冲孔模。 弯曲模具:平坯被弯曲成角形。根据零件的形状、精度和产量,有许多不同类型的模具,如普通弯曲模具、凸轮弯曲模具、卷边模具、弧形弯曲模具、弯曲冲压模具和扭转模具。 拉伸模:拉伸模是将平坯制成有底部的无缝容器。 成形模具:采用各种局部变形方法来改变毛坯形状,包括胀形模具、滚边成形模具、缩厂家塑胶模具加工口成形模具、孔法兰成形模具和圆边成形模具。 压模:它利用强大的压力使金属坯料流动并变形为所需的形状,其类型包括挤压模、压花模、冲压模和端压模。

冲压模具有多种形式,汽车模具厂家来告诉大家怎样对它们进行分类。冲压定制塑胶模具加工模具也根据工作特性、模具结构和模具材料进行分类。 汽车模具厂家根据流程组合的塑胶模具加工河南程度进行分类 单工序冲模:在压力机的一个行程中只完成一个冲压工序的冲模。 复合模:在压机的一个冲程中,只有一个工位和两个或两个以上冲压工序在同一工位完成的模具。 级进模(也称连续模):一种在坯料进给方向上有两个或多个工位的模具,在这种模具中,在压机的一个行程中,两个或多个冲压工序在不同的工位上相继完成。



