
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
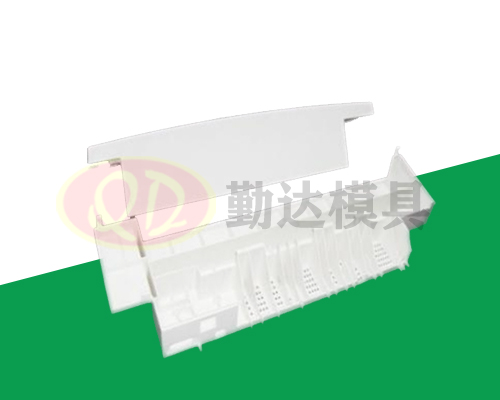
模具优异的切削加工性:大多数成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运优质东莞注塑厂用寿数,前进切削功能,减少表面粗糙度,模具用钢的硬度必须适当。杰出的抛光功能: 高品质的制品,要求型腔表面的粗糙度值小。 模具外壳内部规划有4个固定柱和3条加强筋,是产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学东莞注塑厂加工面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。

常有客户要求SBR橡胶制品外表有光泽,模具为金属模具,模温优质东莞注塑厂150摄氏度。针对亚光与亮光之间的处理方式,咱们提出了以下两种解决方案: 模具处理以水性樱井脱模剂处理,每班(8个小时)处理一次,每次处理喷4层,然后在150摄氏度固化10分钟。在放入胶片东莞注塑厂加工曾经,喷水性樱井脱模剂的稀释液(1:80的分量比)喷1层。然后放上胶片出产,每次脱模时,都需求喷脱模剂的稀释液。这样做,产品外表显着比曾经的亮。客户可以接受 模具处理每次放入胶片前,喷(樱井)牌的水性脱模剂的稀释液(1:80的分量比),1层,然后放入胶片出产。产品显着提高了亮度。

危害塑料缩水率的要害要素包括热收缩膜、改动收拢、趋向收拢、缩小收拢与延展性回应等。这种影响要素与精细注塑制品的成形标准或实际操作标准相关。因此,模具的设计师必须有五光十色的设计方案和注塑工艺工作经验,必须考虑到这种影响要素与注塑加工标准的相关以及传导率要素,如注塑加工工作压力与模芯工作压力及填充速率、注入熔体温度与模具温度、模具结构及浇东莞注塑厂加工口方式与遍及,及其浇口截面、产品壁厚、塑料原材料中提高填充料的成分、塑料原材料的晶粒大小与趋向性等要素的危害。 所述要素的危无锡东莞注塑厂害也因塑料原材料的不一样,或是其他成形标准如温度、环境湿度、再次结晶体化、成形后的塑料机的转变而不一样。
精细优质东莞注塑厂注塑模具是指树脂资料射入金属模型后得到具有一定形状的制品的设备。事实上为了控制模具的温度,在模具上还有使冷媒经过的冷却孔,加热器等设备。已成为熔体的资料进入干流道,经分流道,浇口射入模腔内。经过冷却阶段后打开模具,成型机上的顶出设备会把顶出杆顶出,将制品推出。成形品是由使熔融树脂流入的干流道,引导熔融树脂进入模腔的分流道及制品所构成的。 我们通常将分流道的长度规划为相等的。回料的运用成形品中的干流道和分流道并不是产品东莞注塑厂优质,有时会被丢掉或粉碎后作为成型资料再度运用。我们将它称之为回料。

外表需求润滑 信任大部分人在购买各种塑胶制品的时分,都会发现这些产品的外表十分的润滑,之所以可以将它制作成十分润滑的外表,就是由于在运用注塑模具制造的进程傍边,模具外表十分的润滑,而这些资料可以与这些东莞注塑厂加工模具的内外表更好的贴合,所以在这种情况下,产品的外表也是极为润滑的,而为了可以达到更好的作用,所以在规划这种注塑模具的时分,你既需求知道注塑模具是什么,与此同时也必须要尽可能的保证它的外表润滑,与此同时还必须要考虑到他所运用的资料必须要具有必定的不沾性,这样才可以防止产品出产出来之后外表坑坑洼洼。 要有排气孔 有一些人在大致了解了注塑模具是什么之后,他们就认为这种模具规划师十分无锡东莞注塑厂的简略,只需求按照所需求出产产品的形状进行规划就可以了,但其实还有许多细节问题需求注意到,比如在运用这种注塑模具出产各种产品的时分,需求将所需求运用的各种资料注入到模具傍边,经过这种方式就可以打造出抱负形状的产品,可是在注入这些资料的时分,内部的空气却没有办法排出,因此在规划时还必须要专门打造一个排气孔,这样才可以排出模具内部的空气,以及熔体傍边的气体。
注塑模具由动模和定模两部分组成,动模安装在打针成型优质东莞注塑厂机的移动模板上,定模安装在打针成型机的固定模板上。在打针成型时动模与定模闭合构成浇注体系和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模具设计和制作工作量,注塑模大多采用了标准模架。 购买塑胶模具,假定可以挑选不错的企业,可以削减许多选购的时间,并且终究挑选的产品也会十分不错。商场中可以挑选的企业不少,不过不少客户直接挑选恒兴昌。一个十分优异的出产塑胶模具的企业,从开端的规东莞注塑厂加工划到终究的制品,可以结束一站式服务,可以给客户带来十分多的便当。



