
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

耐磨性 坯料在模具型腔中塑性变性时,沿型腔表面既活动又滑动,使型腔表面与坯料间发生剧烈的冲突,然后导致模具因磨损而失效。所以材料的耐磨性模具根本、重要的功用之一。 硬度是影响耐磨性的首要要素。一般情况下,模具零件的硬度越高,磨损量越小,耐磨性也越好。另外,耐磨性还与资猜中碳化物的品种、数量、形状、大小及散布有关。 强耐性 模具的作业条件大多非常恶劣,有些常承受较大的冲击负荷,然后导致脆性开裂。为避免模具零件在作业时忽然脆断,模具要具有较高的强度和耐性。 模具的耐性首要取决于材料的含碳量、晶粒度及组织状况。 疲乏开裂功用 模具作业过程中,在循环应力的期作用下,往往导致疲乏开裂。其方式有小能量屡次冲击疲乏开裂、拉伸疲乏开江苏周转箱模具裂接触疲乏开裂及曲折疲乏开裂。 模具的疲乏开裂功用首要取决于其强度、耐性、硬度、以及资猜中夹杂物的含量。 高温功用 当模具的作业温度较高进,会使硬度和强度下降,导致模具前期磨损或发生塑性变形而失效。因而,模具材料应具有较高周转箱模具生产厂家的抗回火稳定性,以保证模具在作业温度下,具有较高的硬度和强度。 耐冷热疲乏功用 有些模具在作业过程中处于重复加热和冷却的状况,使型腔表面受拉、压力变应力的作用,引起表面龟裂和掉落,增大冲突力,阻止塑性变形,降低了尺度精度,然后导致模具失效。冷热疲乏是热作模具失效的首要方式之一,帮类模具应具有较高的耐冷热疲乏功用。 耐蚀性 有些模具如塑料模在作业时,由于塑猜中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效。

1、注塑模具推杆固定板自动复位的作用,装在复位杆的旁边,塑料模具制品推出后,将推杆拉回原位,恢复型腔的作用。 2、定位的作用,用于侧向抽芯中的滑块定位,与挡块一起使用。 3、活动板、流道推板等活动零件的辅助动力。 注塑模具所使用的弹簧一般为圆弹簧和矩形弹簧,相对于圆形弹簧,矩形弹簧弹力更大,压缩比也更大,且不易疲劳失效,是比较常用的一种弹簧。 模具注塑加工报价、模具注塑加工设计和模具制造支撑着庞大的注塑产品开发过程,当客户需要提供模具和或零件费用报价时,这就意味着就要开始了模具注塑加工的详细设计阶段。 模具注塑加工制造者给出了充分详细的设计,要注意的是,前期模具注塑加工设计的大量工作是与不完善的产品设计同时进行的,后期模具注塑加工设计可能需要进行较大范围的修改,所以设计员可以开发最初的模具江苏周转箱模具布局,再进行成本评估并改进,如果要加快产品开发要同时进行设计与模具零件采购定制。 因为注塑加工产品的设计过程中存在潜在错误,所以模具设计员周转箱模具生产厂家可能会被要求重新设计和修改部分的模具,以确定此注塑加工模具是否符合客户生产要求。
钢料在切削过程中,刀具对钢料进行做工会发生很大的热能,脱落江苏周转箱模具的铁屑温度很高,铣床操作工要穿长袖工衣,做好防护办法,防止被铁屑烫坏,如果不小心被烫坏请及时抹涂烫坏膏,避免创伤感染,严重者立即就医。 塑胶模具加工过程中的留意事项 塑胶模具加工时模具的清洗顶针 模具的清洗顶针的使用期限是一年,如果超越一年周期,顶针会由于气体堆积和模具杂质变得表面有污垢,主张及时进行整理,整理结束,咱们为了顶针之间没有冲突,主张表面涂上一层润滑油起到隔绝的效果,塑胶模具加工时模具成型周期 这个周期包括了注塑时刻跟冷却产品时刻组成,怎么把控这两个模块的出产时刻尤为重要,直接关系着产品的质量。 塑胶模具加工时的打针塑料的速度由于塑胶模具简单来讲专业周转箱模具便是往模具里面打针胶料,那打针胶料的速度就显得格外的重要了,打针速度的快 还是慢直接影响着产品成型之后的形状。

如果你多次改进它,你就可以得到它。非常幸运。有许多案例令人不满意。即使要丢弃注塑模具并重新加工,也不能控制成本。宁波模具厂家在某些情况下,注塑模具的设计非常好,但注塑模具的加工不到位,这使得专业周转箱模具试模的数量无任何原因增加,直接增加了注塑模具的成本。对此问题没有异议,因此许多注塑模具制造商增加了对测量设备的投资。精密模具使改变了国外许多买家对我国制作的模具 "低质量"的观念,并且在很多同类型企业开展壮大的一起,实现了质的飞跃,达到了与欧洲塑料模具工业质量适当乃至更好的水平。 精密模具作为一家品质优越的我国模具企业,具有40多人的强大办理以周转箱模具生产厂家及质检团队。从模具的三维制图到模具的次试模,咱们都有十分严格的分析和质量操控。
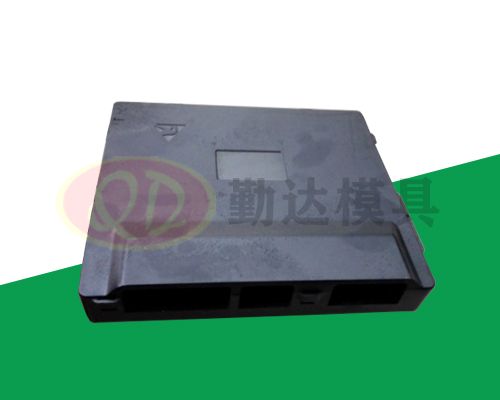
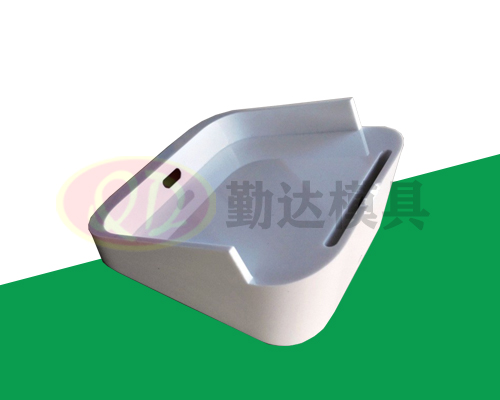
模具优异的切削加工性:大多数成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运专业周转箱模具用寿数,前进切削功能,减少表面粗糙度,模具用钢的硬度必须适当。杰出的抛光功能: 高品质的制品,要求型腔表面的粗糙度值小。 模具外壳内部规划有4个固定柱和3条加强筋,是产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学周转箱模具生产厂家面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。

抛光问题一直是模具企业无法根本解决的一个难题。注塑模具钢需求一个很好的抛光技术来表现资料实质的性能,但上海奎星已达到高品质顾客企业所认同的专业周转箱模具研磨技术的要求。日益精进的技术,创造出无法仿效的镜面精加工作用,从对运用钢材的建议到微小孔的解决等问题,及各种形状复杂的精密零件。抛光中遇到周转箱模具生产厂家的问题就是“抛光过度”,抛光过度是指抛光时刻越长,注塑模具外表质量越差。发生抛光过度时有两种现象,即“桔皮”和“微坑”,抛光过度多发生于机械抛光“桔皮”,不规则、粗糙的外表被称为“桔皮”,产生“桔皮”有许多不同的原因。最常见的原因是因为抛光压力过大及抛光时刻过长,以及抛光方法不妥等。发现外表质量欠好,许多人就会增加抛光压力,并延长抛光时刻,加上抛光流程的不妥,往往会使外表质量变得更差。 “微坑”,“微坑”或“砂孔”的构成是因为钢种的非金属夹杂物(杂质),通常是硬而脆的氧化物;在抛光过程中从钢材外表被拉出,构成“微坑”或“砂孔”。首要影响要素如下: 抛光压力和抛光时长; 钢材的纯净度,特别是硬性夹杂物(杂质)的含量; 抛光工具; 研磨资料;



