
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

塑料模具注塑和五金模具冲压模具的差别是什么呢?不了解这一2个范专业注塑模具加工畴的人很有可能会不清楚,简易地觉得塑料模具注塑便是塑料做的,五金模具冲压模具便是五金做的,实际上并不简略,荣熠高新科技带大伙儿掌握下塑料模具注塑和五金模具冲压模具的差别。五金冲压模貝便是在工业出产中,用林林总总冲压机床和装在冲压机床上的实用工具,根据压力把金属材料高分子材料做成所需容貌的零件或产品,这类实用工具统称为五金冲压模貝,出产制作出来的产品为五金冲压件。 塑料出产制作加工模具便是一种用于注朔机、阻燃性塑料、引进、注塑加工和低发泡聚氨酯成型的整体式塑胶模具。它重要包括由凹模组成基厚钢板、凹模构件和凹模组成木卡板组成的具有可塑性凹模的凹模,由凸模组成基厚钢板、凸模构件、凸模组成木卡板、凹模断掉构件和侧截组成板组成的具有可形变芯的凸模。模貝凸、凹模及辅佐成型系统的和睦变化。可出产制作不一样容貌、不一样规格型号的产品系列塑料件。 它们正中间最实质的差异便是五金冲压模里出五金件产品,塑胶模里出塑料个产品,并且模貝的结构也不一样,塑胶模有制冷机组,而五金模就没有。产品的成型基本概念也是不一样,塑胶模是注塑模具加工后致冷成型,五金模是规范厚薄的碳钢板冷积福建注塑模具加工压货成型。从模貝的成效来看,五金模是做金属品的批量出产机器设备,它运用的质料一般是铁材或许铜质料或许铝合金型材,塑胶模是做注塑产品的,常见的质料也是塑料质料。
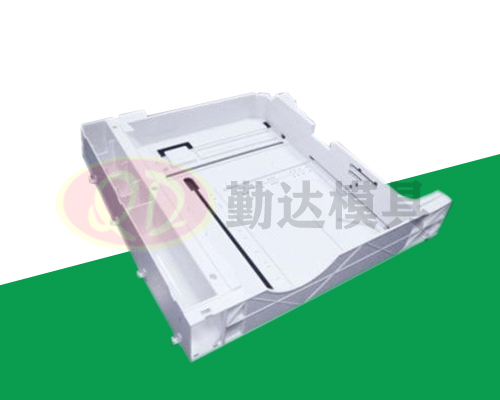
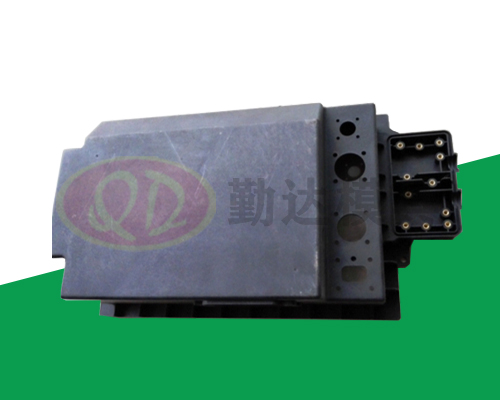
塑料模具优异的切削加工性:大多数塑料成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运用寿数,前进切削功能,减少表面粗糙度,塑料模具用钢的硬度必福建注塑模具加工须适当。杰出的抛光功能: 高品质的塑料制品,要求型腔表面的粗糙度值小。 塑料模具外壳内部规划有4个固定柱和3条加强筋,是塑料产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 塑料模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.专业注塑模具加工25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。

在注塑加工中,完整的这门技术是不可或缺的工程技术可以说。它所涉及的内容是将塑料转变为保有原有性能的制品。注射成型的重要工艺注塑模具加工加工条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。 这里大致可以分为三方面内容:一、温度控制,二压力控制,三成型周期。温度控制总共有3点说明料筒,喷嘴,模具温度如下: 料筒温度。根据的条件不同,选择的料筒温度也不尽相同。注射模塑过程需要控制的温度有料筒温度主要影响塑料的塑化和流动。每一种塑料都具有不同的流动温度,同一种塑料,由于来源或牌号不同,其流动温度及分解温度是有差别的,这是由于平均分子量和分子量分布不同所致,塑料在不同类型的注射机内的塑化过程也是不同的,因而选择料筒温度也不相同。 喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了福建注塑模具加工防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。

塑胶模具按用途分为:通用塑料、工程塑料和特种塑料。通用塑料,指产值大,用途广。价格低廉的一类塑料。如:聚乙烯,聚丙烯,聚氯乙烯,聚苯乙烯,醛酚塑料,氨基塑料占塑料产值的60%;工程塑料,指机械性能高,可代替金属而作工程资料的一类,如:尼龙,聚磷酸脂,聚甲醛,ABS;特种塑料,如:环氧树脂。 塑胶模具塑料物态:有玻璃态、高弹态和粘流态。玻璃态:一般的塑料情况 TG 高于室温。高弹态:温度处于 TG ,高聚物变得像橡胶那样柔软,有弹性。粘流态:粘流化温度以上,高聚物相继呈现,塑料活动性与粘性液体活动区域,塑料成型专业注塑模具加工加工就在资料的粘流态进行。流变性:高聚物在外力作注塑模具加工加工用下发生活动性与变形的性质叫流变性。 塑胶模具有牛顿型流体与非牛顿型流体。牛顿流体 :主要取决于流变形的剪切应力,剪切速率和肯定粘度。低分子化合物的液体或溶液流体属于牛顿流体。大多数高聚物熔体在成型进程中表现为非牛顿流体。
注塑模具设计没有经过充分的集体审查。注塑模具结构不合理。试验后,注塑专业注塑模具加工模具必须多次改进,注塑模具的成本超出预算。 1、如果你多次改进它,你就可以得到它。非常幸运。有许多案例令人不满意。即使要丢弃注塑模具并重新加工,也不能控制成本。宁波模具厂家在某些情况下,注塑模具的设计非常好,但注塑模具的加工不到位,这使注塑模具加工加工得试模的数量无任何原因增加,直接增加了注塑模具的成本。对此问题没有异议,因此许多注塑模具制造商增加了对测量设备的投资。 2、在试验期间未选择模塑过程和注塑机的模型。很明显注塑模具非常好,但注塑产品并不理想。没有理由增加测试次数,这直接增加了注塑模具的成本。这是一些小型注塑模具工厂的常见问题。 3、塑料的物理性质尚不完全清楚,甚至收缩率也不准确,这种情况时有发生。因此,在设计注塑模具之前,有必要了解塑料的物理性质,以便有效地减少测试次数。

模具精度:即避卡、精精准定位、定位销、卡簧等。手机定位系统相关专业注塑模具加工到产品外型质量,模具质量与使用寿命,根据模具规划不一样,选择不一样的精准定位方法,精度等级操作关键借助出产加工,芯模精准定位主要是规划师满足去考虑到,规划出更为有用易调理的精准定位方法。 浇注系统:即由塑料机喷头至凹模中心的入料安全通道,包括流行道、分离道、进胶口和冷料穴。尤其是进胶口部位的选中应有益于熔化塑料在流动性情况下填满凹模,附在产品上的固体过流道和进胶口冷料在出模时便于从模具内顶出并给予消除。 塑料收缩率及其危害产品尺度精度的各类要素,如模具制造和装置误差、模具损坏等。除此之外,规划压模具和注塑模具时,还应考虑到成形机的加工工艺和结构主要参数的配对。在塑料模具规划中已广泛运用辅助规划规划技术性。其他,塑胶模具在规划的进程中,也要考虑到到模具标准件,那样才能够让全套模具到达的效果,从而促使塑胶模具在注塑模具加工阶段能顺福建注塑模具加工利展开。



