
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋

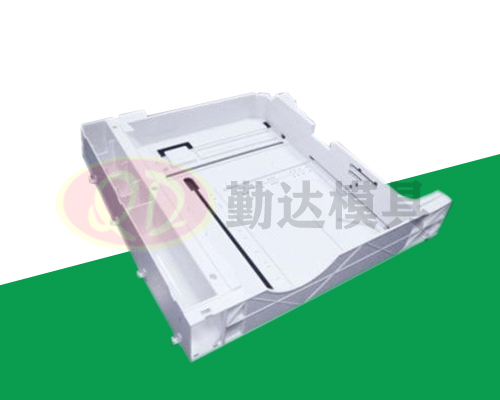
这种模具结构简定制注塑模具厂家略,作业牢靠,特别是大型箱类、壳类产品经常采用。双分型面电子产品打针模具是指铸造体系和产品从不同的分型面(也称为三板打针模具)中去除,与单个分型面模具相比,增加了可移动的中心板(也称为浇口板)。 模具由流道或型腔地点的中心板和带有部件(如顶出元件、型芯)的移动模板组成的固杭州注塑模具厂家定流道板组成。模具开始时,中板将从固定和移动模板中分离出来,产品和进料体系冷材料将分别从中板两侧去除。因此,该打针模具具有两个平行分型面。假如产品有侧孔或侧凹,则主动作业的模具中有侧型芯拉动组织,如歪斜攻略或歪斜滑块。模具启动时,利用开放力将侧型芯侧移,使其与产品分离。其他,可以在模具上设备气缸或气缸,通过横向抽芯驱动侧型芯
根据多年的注塑加工经验,可以将注塑件的主要工艺参数归纳为几类其中包括:料筒温度,熔料温度,注塑件模具温度,注射压力,这四大因素。如果没有这四大因素影响,那么注塑加工成型也就无从谈起了。从上面的分析可以看出温度对于注塑加工的重要性,还有注塑模具厂家生产厂家注塑压力对于注塑成型的重要作用。下面就分别对各个注塑加工的要素做出分析如下,能帮助我们更好的理解注塑加工的过程和结果。 料筒温度:对料筒温度进行有效控制是保证塑料制品成型质量的重要环节。射料缸的温度设定取决于熔胶温度、螺杆转速、背压、射料量和注塑件周期。您如果没有加工某一特定级别塑料的经验,请从最低的设定开始。为了便于控制,射料缸分了区,但不是所有定制注塑模具厂家都设定为相同温度。当料筒温度较低,离设定值较大时,应快速升温,当料筒温度接近设定值时应慢速升温。注塑件开始前,确保液压油、料斗封闭器、注塑件模具和射料缸都处于正确温度下

喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。 模具温度:一般说来模具温度对制品的内在性能和表观质量影响很大可以定制注塑模具厂家说是最重要的因素之一。模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及熔料温度、注注塑模具厂家生产厂家射速度及注射压力、模塑周期等其它工艺条件都是成型的重要原因。 压力控制。众所周知可以说压力的控制是重要的课程之一。注塑件过程中压力包括塑化压力和注射压力两种,并直接影响塑料的塑化和制品质量。塑化压力和注射压力有如下的要点。 塑化压力:采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力在塑造成型中发挥了很重要的作用的。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。 注射压力:在当前生产中,可以预见的是几乎所有的注射机的注射压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。注射压力在注塑件成型中所发挥的作用是,克服塑料从料筒流向型腔的流动阻力,给熔料充模的速率以及对熔料进行压实。这个就是注射压力。

模具钢材中夹杂物的含量增加:模具钢中的夹杂物是引起模具内部发定制注塑模具厂家生裂纹的来源,特别是脆性氧化物和硅酸盐等夹杂物,在热加工中会时不时的发生塑性变形,由此会引起脆性的碎裂构成微裂纹,当我们在进一步的热处理和运用中,该裂纹会进一步的引起模具的开裂。 碳化物分布不均匀引起的失效:我们用的注塑模具钢材中,有很多的共晶碳化物,当我们进行模具钢材铸造时,铸造比小或许是浇注温度控制不适当,在钢材中简单呈带状或许是网状碳化物的偏移,这样会使模具零件在淬火时出现沿着带状或许是网状碳化物严重的部位出现裂纹,当我们在运用的过程中内部裂纹会进一步的扩展然后引起失效,或许是出现断裂的现象。 模具钢材的铸造质量欠好引起的失效:钢材铸造质量的好坏会直接影响着模具的运用寿数,假如铸造的加热原则与变形工艺不当,这样会直接引起钢材发生过热,出现外表裂纹,内裂,角裂等缺陷的现象。这些都会下降模具的运用寿数,或许出现直接报废的现象,关注塑模具厂家生产厂家于高碳高铬的莱氏体钢,导热性相对较差,假如在铸造加热时加热速度过快,或许是保温时刻缺乏,造成铸造时钢坯内外温差大,这样也会发生内部裂纹。
信任许多人在生活傍边都可以看到各种各样的玩具,而这些玩具一般都是有一些塑料等相关的原料制作成的,可是有一些人却并不理解,定制注塑模具厂家到底是经过什么样的方法可以将这些原料制作成不同类型和形状的产品呢,其实方法十分简略,只需求将所需求运用的资料放入到注塑模具傍边,终究就可以成型,可是许多杭州注塑模具厂家人却并不知道注塑模具是什么?那么这篇文章就你介绍一下相关的常识,看看在规划这种模具的时分应该注意哪些方面?



