
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
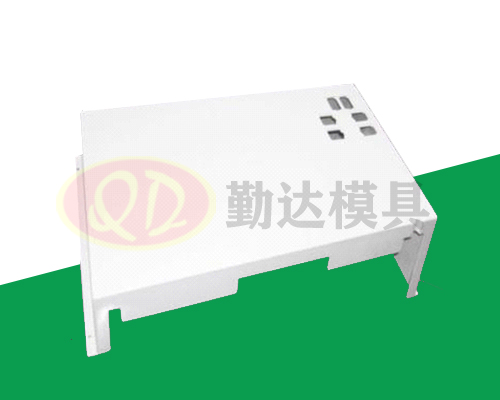
南京新能源汽车模具是因为经过一次成型后,树脂的机械性能,流动性,色彩等各种特性都会发生变化。 精细注塑成型是指注塑制品的外型精度应满足严厉的尺寸公差、形位公差和外表粗糙度。要进行精细注塑必须有许多相关的条件,而最实质的是塑料资料、注塑模具、注塑工艺和注塑设备这四项基本要素。规划塑料制品时,应首要选定工程塑料资料,而能进行精细注塑的工程塑料又必须选用那些力学性能高、尺寸稳定、加工新能源汽车模具抗蠕变性能好、耐环境应力开裂的资料。
注塑模具由动模和定模两部分组成,动模安装在打针成型定制新能源汽车模具机的移动模板上,定模安装在打针成型机的固定模板上。在打针成型时动模与定模闭合构成浇注体系和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模具设计和制作工作量,注塑模大多采用了标准模架。 购买塑胶模具,假定可以挑选不错的企业,可以削减许多选购的时间,并且终究挑选的产品也会十分不错。商场中可以挑选的企业不少,不过不少客户直接挑选恒兴昌。一个十分优异的出产塑胶模具的企业,从开端的规新能源汽车模具加工划到终究的制品,可以结束一站式服务,可以给客户带来十分多的便当。

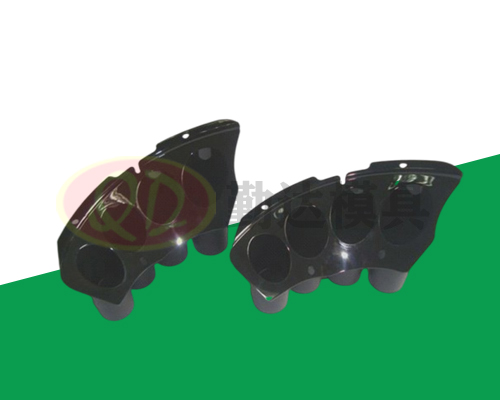
信任许多人在生活傍边都可以看到各种各样的玩具,而这些玩具一般都是有一些塑料等相关的原料制作成的,可是有一些人却并不理解,定制新能源汽车模具到底是经过什么样的方法可以将这些原料制作成不同类型和形状的产品呢,其实方法十分简略,只需求将所需求运用的资料放入到注塑模具傍边,终究就可以成型,可是许多南京新能源汽车模具人却并不知道注塑模具是什么?那么这篇文章就你介绍一下相关的常识,看看在规划这种模具的时分应该注意哪些方面?
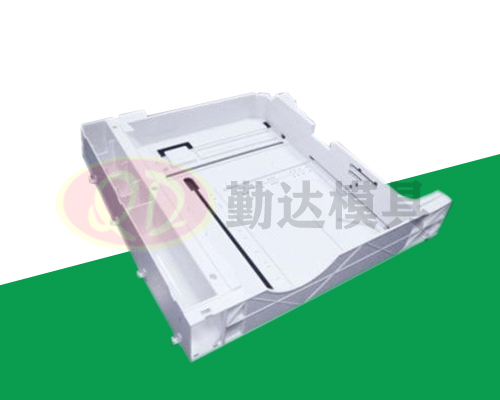
注塑工艺的条件许多。尽管不是由决议性效果可是许多都是关键的要素地点。关于注塑工艺的基本条件有如下五个目标定制新能源汽车模具要素来影响的。具体分析如下: 关模压: 原则上应大于塑胶射入模内的总压,以不出毛边为基准。谁也无法预知,模压的黄金分割点的数值。 压力和速度是两种相辅相成的要素,有部分相同的联系效果于模内。其主要意图使质料进入模内能均匀、彻底、适量的充满各角落。假如太低会短射,缩水,假如太高有毛头,过饱,粘模,烧焦,易损模具及内应力高级不良现象。所以适宜的速度和压力才是的挑选。 速度:速度的快慢决议质料在模具浇道内及制品中之状况,快有毛边,过饱,烧焦,慢了出现短射,缩水,结合不良易断等。贴合的速度才能使得注塑件立于制品良好的不败之地, 温度是注塑件工艺的一个非常重要的要素。假如注塑件的质料不同,温度各异,而且太低溶液胶色彩不均,制品的内应力增大。因温度过低,增压过高,或许引起螺杆开裂,过高,产品有毛边,又因冷却发生温差,引起缩短.所以质料会分解,变黄,变色,易开裂.冷却时刻变长,气不新能源汽车模具加工容易排出,会有瓦斯气.。这些都是一些不利的因子。
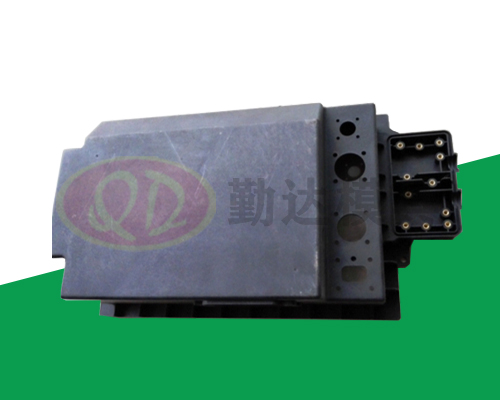
精细定制新能源汽车模具注塑模具是指树脂资料射入金属模型后得到具有一定形状的制品的设备。事实上为了控制模具的温度,在模具上还有使冷媒经过的冷却孔,加热器等设备。已成为熔体的资料进入干流道,经分流道,浇口射入模腔内。经过冷却阶段后打开模具,成型机上的顶出设备会把顶出杆顶出,将制品推出。成形品是由使熔融树脂流入的干流道,引导熔融树脂进入模腔的分流道及制品所构成的。 我们通常将分流道的长度规划为相等的。回料的运用成形品中的干流道和分流道并不是产品新能源汽车模具定制,有时会被丢掉或粉碎后作为成型资料再度运用。我们将它称之为回料。



