
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
冲压模具有多种形式,汽车模具厂家来告诉大家怎样对它们进行分类。冲压专业塑胶模具定制模具也根据工作特性、模具结构和模具材料进行分类。 汽车模具厂家根据流程组合的塑胶模具定制广州程度进行分类 单工序冲模:在压力机的一个行程中只完成一个冲压工序的冲模。 复合模:在压机的一个冲程中,只有一个工位和两个或两个以上冲压工序在同一工位完成的模具。 级进模(也称连续模):一种在坯料进给方向上有两个或多个工位的模具,在这种模具中,在压机的一个行程中,两个或多个冲压工序在不同的工位上相继完成。
喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。 模具温度:一般说来模具温度对制品的内在性能和表观质量影响很大可以专业塑胶模具定制说是最重要的因素之一。模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及熔料温度、注塑胶模具定制生产厂家射速度及注射压力、模塑周期等其它工艺条件都是成型的重要原因。 压力控制。众所周知可以说压力的控制是重要的课程之一。注塑件过程中压力包括塑化压力和注射压力两种,并直接影响塑料的塑化和制品质量。塑化压力和注射压力有如下的要点。 塑化压力:采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力在塑造成型中发挥了很重要的作用的。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。 注射压力:在当前生产中,可以预见的是几乎所有的注射机的注射压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。注射压力在注塑件成型中所发挥的作用是,克服塑料从料筒流向型腔的流动阻力,给熔料充模的速率以及对熔料进行压实。这个就是注射压力。

电子产品注塑模具的形状很多,分类办法也很多。根据注塑机器的设备办法,可以分为移动(仅限垂直打针机器)和固定打针模具。根据运塑胶模具定制生产厂家用的打针器类型,可分为水平或垂直打针器用打针模和角度打针器用打针模。根据模具的不同,模具型腔的数量可以分为单方式型腔和多型腔打针模具。根据成型产品的大小,可分为大、中、小打针模具。根据打针模具的整体结构特征,分为:单个分型面打针模具也称为二(双)板打针模具,是打针模具中简略常用的标准结构方式的打针模具,组成型腔的部分在动态模具中,其他部分在模具中。 水平或垂直打针机器运用的单个分型面打针模具,干流道设置在模具的一侧,分流设置在分型面,翻开后产品与流道凝聚一同留在模具的一侧。运动模型上设有塑胶模具定制专业顶出设备,可以顶出顶出产品和流道凝聚物。

在模具注塑出产加工中,热注塑是较为遍及的成形方法之一。注塑全过程及其产品制成品很有可能会出現各式各样的难题专业塑胶模具定制。有一种难题对产品特性影响较小,但是非常影响外型,那就是色差。那麼一般哪些方面会影响形成色差呢?色母是形成色差的关键要素。塑胶产品的色质当即在于色母基本性的好坏。色母的耐热性、分散性、遮住工作能力的好坏不但是检测色母质量的指标值,并且同色差存有当即联络。选用较高质量的色母,不仅有利于降低色差,并且能够提升注塑商品综合性外型。 模具注塑出产过程中的温度、工作压力及其熔胶時间也会导致色差难题,此外像不一样批号拌料,不一样机器设备啤等加工工艺要素也会影响。降低料筒温度对色差是影响,出产制造中经常会碰到应某一电热圈破坏塑胶模具定制生产厂家无效或许加温操纵一部分无法控制长烧导致料筒温度激烈改变从而形成色差。 模具注塑加工中产品色差的原因是什么?

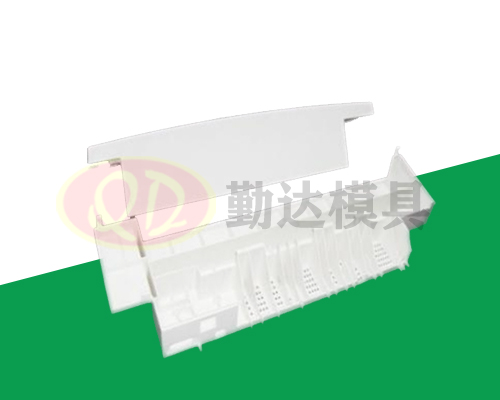
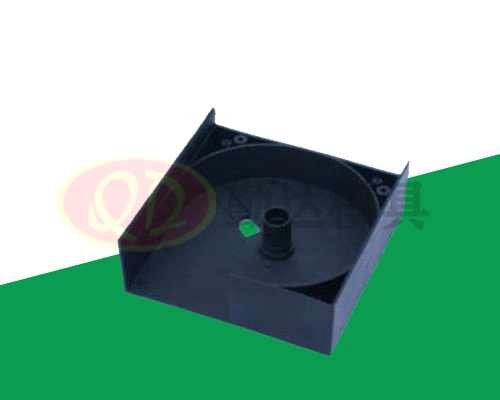
塑料模具优异的切削加工性:大多数塑料成型模具,除EMD加工外还需进行必定的切削加工和钳工修配。为延伸切削刀具的运用寿数,前进切削功能,减少表面粗糙度,塑料模具用钢的硬度必广州塑胶模具定制须适当。杰出的抛光功能: 高品质的塑料制品,要求型腔表面的粗糙度值小。 塑料模具外壳内部规划有4个固定柱和3条加强筋,是塑料产品的常见结构。面壳内部还有两个内扣位,规划斜顶针装置成形顶出;底壳的结构也很凌乱,表面上既有两通孔,也有不通的异形曲面,内壳规划有4个固定柱和多个加强筋,给加工带来很大困难。 塑料模具例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.专业塑胶模具定制25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求资料杂质少、安排微细均一、无纤维方向性、抛光时不该呈现麻点或桔皮状缺点。

这种模具结构简专业塑胶模具定制略,作业牢靠,特别是大型箱类、壳类产品经常采用。双分型面电子产品打针模具是指铸造体系和产品从不同的分型面(也称为三板打针模具)中去除,与单个分型面模具相比,增加了可移动的中心板(也称为浇口板)。 模具由流道或型腔地点的中心板和带有部件(如顶出元件、型芯)的移动模板组成的固广州塑胶模具定制定流道板组成。模具开始时,中板将从固定和移动模板中分离出来,产品和进料体系冷材料将分别从中板两侧去除。因此,该打针模具具有两个平行分型面。假如产品有侧孔或侧凹,则主动作业的模具中有侧型芯拉动组织,如歪斜攻略或歪斜滑块。模具启动时,利用开放力将侧型芯侧移,使其与产品分离。其他,可以在模具上设备气缸或气缸,通过横向抽芯驱动侧型芯



