专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
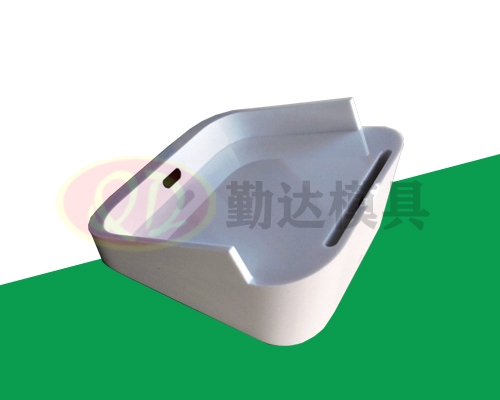
东莞塑胶模具加工注塑塑胶模具由动模和定模两部分组成,动模设备在打针成型机的移动模板上,定模设备在打针成型机的固定模板上。在打针成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分别以便取出塑料制品。为了减少深重的模具规划和制作工作量,注塑模大多选用了规范模架。购买塑胶模具,假定能够选择不错的企业,能够减少许多选购的时间,并且毕竟选择的产品也会非常不错。商场中能够选择的企业不少,不过不少客户直接选择恒兴昌。一个非常优异的出产塑胶模具的企业,从开端的规划到毕竟的制品,东莞塑胶模具能够完毕一站式服务,能够给客户带来非常多的便当。
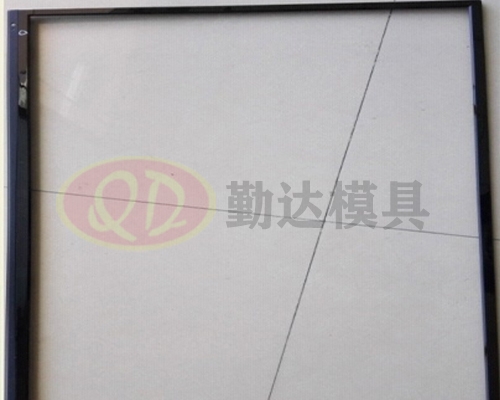
东莞塑胶模具加工浇注系统是指塑料从射嘴进入型腔前的流道部分,包含干流道、冷料穴、分流道和浇口等。 东莞塑胶模具浇注系统又称流道系统,它是将塑料熔体由打针机喷嘴引向型腔的一组进料通道,一般由干流道、分流道、浇口和冷料穴组成。它直接关系到塑料制品的成型质量和出产功率。干流道它是模具中联接注塑机射嘴至分流道或型腔的一段通道。干流道顶部呈凹形以便与喷嘴联接。干流道进口直径应略大于喷嘴直径(0.8mm)以防止溢料,并防止两者因联接禁绝而发生的堵截。进口直径依据制品大小而定,一般为4-8mm.干流道直径应向内扩展呈3°到5°的角度,以便流道赘物的脱模。

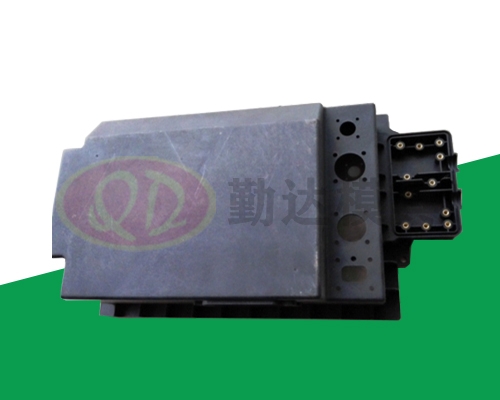
东莞塑胶模具加工冷料穴它是设在干流道结尾的一个空穴,用以捕集射嘴端部两次打针之间所发生的冷料,然后防止分流道或浇口的堵塞。假定冷料一旦混入型腔,则所制制品中就简略发生内应力。冷料穴的直径约8-10mm,深度为6mm.为了便于脱模,其底部常由脱模杆承担。脱模杆的顶部宜规划成弯曲钩形或设下陷沟槽,以便脱模时能顺畅拉出干流道赘物。分流道 它是多槽模中联接干流道和各个型腔的通道。为使熔料以等速度充溢各型腔,分流道在塑模上的摆放应成对称和等距离分布。东莞塑胶模具分流道截面的形状和规范对塑料熔体的活动、制品脱模和模具制作的难易都有影响。假定按相等料量的活动来说,则以圆形截面的流道阻力最小。但因圆柱形流道的比表面小,对分流道赘物的冷却晦气,并且这种分流道有必要开设在两半模上,既费工又不易对准。
塑模具加工就选勤达模具,公司及研发、生产、销售、服务于一体,主营:注塑模具成型、电池托盘模具、电池塑胶模具、新能源汽车模具、新能源汽车注塑、弹夹注塑模具、电池周转箱模具、注塑模具设计与制造等。多年专业经验,欢迎来电咨询,洽谈合作!