专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028
专注塑胶模具设计、研发、生产
为您提供一体化的优质服务
24小时咨询热线:
139-2943-2028

电 话:0769-82305116
传 真:0769-83729189
邮 箱:jinglongmold@163.com
地 址:东莞市横沥镇西城工业园一区A1栋
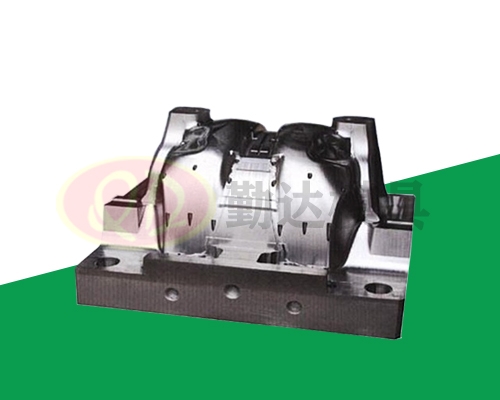
在东莞塑胶模具加工中,完整的这门技术是不可或缺的工程技术可以说。它所涉及的内容是将塑料转变为保有原有性能的制品。注射成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。 这里大致可以分为三方面内容:一、温度控制,二压力控制,三成型周期。温度控制总共有3点说明料筒,喷嘴,模具温度如下:
1、注塑模具加工料筒温度。根据的条件不同,选择的料筒温度也不尽相同。注射模塑过程需要控制的温度有料筒温度主要影响塑料的塑化和流动。每一种塑料都具有不同的流动温度,同一种塑料,由于来源或牌号不同,其流动温度及分解温度是有差别的,这是由于平均分子量和分子量分布不同所致,塑料在不同类型的注射机内的塑化过程也是不同的,因而选择料筒温度也不相同。

2、东莞塑胶模具加工喷嘴温度:通常情况下喷嘴温度是略低于料筒温度的,这是为了防止流涎现象的发生,熔料在直通式喷嘴时。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。合适的温度才能保证产品的性能等特点。
3、东莞塑胶模具加工模具温度:一般说来模具温度对制品的内在性能和表观质量影响很大可以说是最重要的因素之一。模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及熔料温度、注射速度及注射压力、模塑周期等其它工艺条件都是成型的重要原因。
二、东莞塑胶模具加工压力控制。众所周知可以说压力的控制是重要的课程之一。注塑件过程中压力包括塑化压力和注射压力两种,并直接影响塑料的塑化和制品质量。塑化压力和注射压力有如下的要点。
东莞塑胶模具塑化压力:采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力在塑造成型中发挥了很重要的作用的。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。
东莞塑胶模具注射压力:在当前生产中,可以预见的是几乎所有的注射机的注射压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。注射压力在注塑件成型中所发挥的作用是,克服塑料从料筒流向型腔的流动阻力,给熔料充模的速率以及对熔料进行压实。这个就是注射压力。
三、成型周期。东莞塑胶模具我们知道完成一次注射模塑过程所需的时间称成型周期,又称为模塑周期。成型周期直接影响生产效率和设备利用率,不管如何作用,在生产过程中,应在保证质量的前提下,尽量缩短成型周期中各个有关时间。这样可以提高生产效率。这也是成型周期的一个性质所在。在注塑加工中,每个间隔时间都做到短促,整体的质量和效率自然而然就上去了。
注塑模具加工就选勤达模具,公司及研发、生产、销售、服务于一体,主营:注塑模具成型、电池托盘模具、电池塑胶模具、新能源汽车模具、新能源汽车注塑、弹夹注塑模具、电池周转箱模具、注塑模具设计与制造等。多年专业经验,欢迎来电咨询,洽谈合作!